



 +86 13713990149
+86 13713990149 sales@huceen.com
sales@huceen.comConveyor belt automatic sorting control system (HUCEEN H7-200)
![]() 2024-03-08
2024-03-08
![]() Huceen
Huceen
Project software: SIMATIC 7, PC host computer
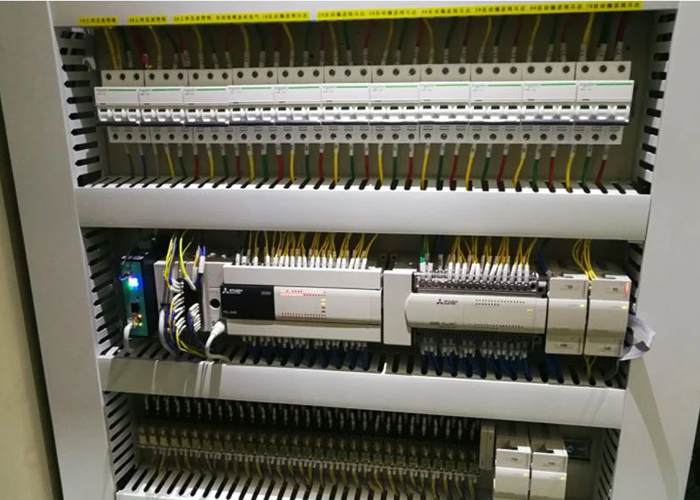
Project hardware: PLC control cabinet (HUCEEN H7-200CPU and compatible modules), automatic sorting line, barcode scanner, air compressor, photoelectric switch, electromagnetic switch valve, PC host computer
1. Start the system and power the PLC control cabinet and air compressor.
2. Input the barcodes of the boxes to be sorted into the host computer, and confirm the goods number corresponding to each barcode. One barcode for a box can correspond to multiple goods numbers, and one or more goods numbers can be classified in one picking. mouth, and then place the allocated boxes on the sorting line.
3. The box will automatically pop up at the picking port to be picked. If the barcode of a box corresponds to multiple goods numbers at different picking ports, the boxes will pop up sequentially according to the picking port.
4. The barcode of the corresponding box must be scanned and confirmed by the scanner at the picking port where the sorting is completed. If the scanning is not performed, the system will judge that the goods at the picking port have not been sorted and continue to pop up at the picking port.

Frequency converter parameter setting, the parameter setting of each frequency converter is as shown in the following table:
The photo eye 1-10 action switch must be set to D, and the photo eye action switch to activate the scan head must be set to L;
The stability indicator light of photo eyes 1-10 is on when the light is powered on and is not blocked by objects. The stability indicator light of the photo eye of the scan head is activated. When the light is powered on and is not blocked by objects, the light is off. The induction intensity is adjusted by the induction condition knob.
Project hardware: PLC control cabinet (HUCEEN H7-200CPU and compatible modules), automatic sorting line, barcode scanner, air compressor, photoelectric switch, electromagnetic switch valve, PC host computer
Brief description of organization operations:
1. Start the system and power the PLC control cabinet and air compressor.
2. Input the barcodes of the boxes to be sorted into the host computer, and confirm the goods number corresponding to each barcode. One barcode for a box can correspond to multiple goods numbers, and one or more goods numbers can be classified in one picking. mouth, and then place the allocated boxes on the sorting line.
3. The box will automatically pop up at the picking port to be picked. If the barcode of a box corresponds to multiple goods numbers at different picking ports, the boxes will pop up sequentially according to the picking port.
4. The barcode of the corresponding box must be scanned and confirmed by the scanner at the picking port where the sorting is completed. If the scanning is not performed, the system will judge that the goods at the picking port have not been sorted and continue to pop up at the picking port.
Frequency converter parameter setting, the parameter setting of each frequency converter is as shown in the following table:
| Serial Number | Parameter Number | Numerical Value |
| 1 | CD01 | 1 |
| 2 | CD02 | 1 |
| 3 | CD03 | 3 |
| 4 | CD12 | 1 |
| 5 | CD14 | 40 |
| 6 | CD22 | 40 |
Optical eye adjustment:
The photo eye 1-10 action switch must be set to D, and the photo eye action switch to activate the scan head must be set to L;
The stability indicator light of photo eyes 1-10 is on when the light is powered on and is not blocked by objects. The stability indicator light of the photo eye of the scan head is activated. When the light is powered on and is not blocked by objects, the light is off. The induction intensity is adjusted by the induction condition knob.